


















Criterion #1: The “Heart” of the Membrane (Technical Specs)
When we evaluate partners for private label water filtration, we look strictly at the engineering behind the product. The membrane element is the core component of any RO system, and its technical specifications directly dictate the reliability of your brand. We don’t just look at the label; we analyze the materials and performance metrics that ensure long-term customer satisfaction.
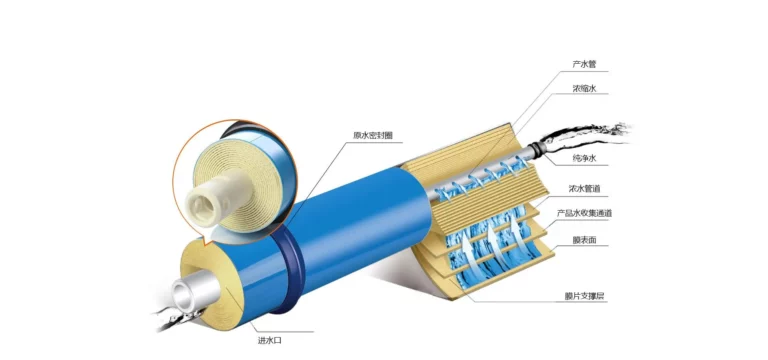
The Importance of Polyamide Thin-Film Composite (TFC) Sheets
We prioritize membranes manufactured using high-grade Polyamide Thin-Film Composite (TFC). Unlike older cellulose-based materials, TFC sheets offer superior structural integrity and resistance to bacterial attack. This advanced material technology is critical for ensuring that the membrane can withstand varying water conditions without degrading. For us, using premium TFC is the baseline for producing a competitive RO membrane brand.
Understanding Salt Rejection Rates: Initial vs. Stable
A common pitfall in component sourcing is focusing solely on initial rejection rates. A membrane might show 99% rejection on day one but drop significantly within a month. We focus on stable salt rejection rates—the percentage of contaminants removed consistently over the element’s lifespan.
- Initial Rejection: The performance immediately after installation (often inflated).
- Stable Rejection: The true metric of quality. Our standard for high-performance elements is a stable rejection rate between 97% and 98.5%, ensuring verified safety for the end-user.
Balancing Flux and GPD (Gallons Per Day) for Efficiency
High rejection means nothing if the water flow (flux) is too slow. We assess the balance between purity and production speed. Whether it is a residential unit or a commercial system, the membrane must meet specific GPD targets under standardized testing pressures.
Performance Standards by Application:
| Feature | Residential Elements | Commercial/Industrial Elements |
|---|---|---|
| Model Standards | 1812, 2012, 2812 | 4040, 8040 |
| Flow Capacity | 50 GPD – 100 GPD | 200 GPD – 10,500 GPD |
| Testing Pressure | ~60-65 psi | ~225 psi |
| Primary Benefit | High efficiency at low pressure | High volume stability |
By strictly adhering to these technical benchmarks, we ensure that every private label RO product we manufacture meets the rigorous demands of the US market.
Criterion #2: Manufacturing Consistency and Quality Control
When you are building a brand in the US water market, consistency is everything. Your customer doesn’t care if the first filter worked great if the second one fails. Finding a reliable OEM RO membrane manufacturer means looking under the hood at how they actually put these elements together.
Automated Production Lines vs. Manual Rolling Risks
If you walk into a factory and see rows of people rolling membranes by hand, turn around. Manual rolling is the biggest risk to membrane flat sheet quality. It introduces human error, specifically inconsistent tension.
- Uneven Tension: leads to “telescoping” (where the membrane layers slide out) under high pressure.
- Glue Line Failures: Manual application often results in gaps or excess glue, causing bypass leaks.
You need a partner utilizing fully automated rolling technology. Machines apply precise tension and exact glue dosage every single time. This ensures that a residential 1812 element performs exactly the same as the next 10,000 units off the line.
Testing Protocols: Random Sampling vs. Every Element Testing
Never settle for “batch testing.” Some suppliers in the reverse osmosis supply chain will test only 1 out of every 50 elements to save time. This is a gamble with your reputation.
For a premium private label, you require 100% testing protocols.
- Vacuum Testing: Checks for physical integrity and leaks immediately after rolling.
- Wet Testing: Verifies actual performance.
This is the only way to guarantee salt rejection rate stability across your entire inventory. If a supplier isn’t testing every single element, they are essentially making you their quality control department.
Standard Testing Conditions for Residential and Industrial Units
Data sheets can be manipulated if you don’t know the testing parameters. A membrane might claim 99% rejection, but at what pressure?
Reliable manufacturers stick to strict standards, often aligning with NSF/ANSI 58 standards:
- Residential (1812/2012/3012): Typically tested at 60 psi with a 250-500 ppm NaCl solution.
- Industrial (4040/8040): Industrial RO membrane specifications require testing at much higher pressures (100-225 psi) and higher feed concentrations (1500-2000 ppm).
Always verify that the testing conditions match real-world usage in the United States. If the factory tests at ultra-low recovery rates just to inflate their numbers, your customers will notice the difference immediately when they install the unit.
Criterion #3: Product Range and Business Scalability
When you are building a private label water filtration brand, you shouldn’t have to switch suppliers just because your business is growing. A partner that only manufactures basic residential filters will eventually become a bottleneck. You need a manufacturer capable of scaling with you, offering a comprehensive catalog that spans from compact home units to massive industrial applications.
Expanding Beyond Residential: Commercial (4040) and Industrial (8040)
The jump from residential to commercial is a major milestone for any water treatment business. While residential elements (50–100 GPD) handle household needs, your supplier must also provide industrial RO membrane specifications for larger projects. This includes the industry-standard 4040 and 8040 elements used in commercial buildings, hospitals, and manufacturing plants.
- Residential (1812/2012/3012): Perfect for point-of-use systems.
- Commercial (2812/3013): Bridges the gap for light commercial applications (200–800 GPD).
- Industrial (4040/8040): High-pressure elements designed for maximum output and durability in harsh environments.
Specialty Applications: Brackish Water (BW) and Sea Water (SW)
Scalability also means adaptability to different water sources. A robust OEM RO membrane manufacturer understands that not all feed water is the same. Industrial elements often need to handle Brackish Water (BW) or even Sea Water (SW) desalination. Ensuring your manufacturer has the technical capability to produce membranes for these challenging conditions—using high-grade Polyamide Thin-Film Composite material—allows you to bid on diverse government and industrial contracts without worrying about supply chain gaps.
Ensuring Universal Fit with Standardized Dimensions
Proprietary sizes are a nightmare for inventory management. You want to ensure that every membrane you source adheres to standardized dimensions (1812, 2012, 3012) to ensure a universal fit. Most residential systems, such as those used in top under-counter water filters, rely on these standard sizes to allow for easy replacement and maintenance.
Key Dimensional Standards:
- 1812: The standard for most home RO systems (1.8″ diameter x 12″ length).
- 3012: Used for higher flow direct-flow systems (3.0″ diameter x 12″ length).
- 4040: The go-to for commercial housing (4.0″ diameter x 40″ length).
By sticking to these standards, you ensure your private label products are compatible with the vast majority of filter housings already installed in the US market, reducing friction for your customers.
Criterion #4: OEM/ODM Flexibility and Logistics

When building a brand, the technical specs are just the starting point. The real challenge often lies in how the product is delivered and how well it integrates into your existing lineup. As a business owner, I prioritize partners who offer true ODM water purification solutions rather than just off-the-shelf components.
Customization Options: Private Labeling and Packaging Design
Your brand identity shouldn’t stop at the box. A top-tier OEM RO membrane manufacturer understands that the membrane element itself is a marketing tool. We need the flexibility to apply custom labeling directly on the element housing and design specific packaging that stands out on the shelf.
Whether you are assembling a standard under-sink unit or a high-end hot water dispenser with filter, the internal components must align with your brand standards. Effective private labeling includes:
- Custom Branding: Your logo and model numbers printed directly on the membrane wrap.
- Packaging: Retail-ready boxes or bulk industrial crating depending on your sales channel.
- Documentation: User manuals and spec sheets tailored to your company’s language and format.
Logistics Strategy: Dry vs. Wet RO Membranes
One of the most critical decisions in the reverse osmosis supply chain is choosing between dry and wet membrane elements. For my inventory, I almost exclusively prefer dry-type membranes.
Wet membranes are preserved in a solution that has a limited shelf life and requires climate-controlled storage to prevent bacterial growth or freezing. In contrast, dry vs wet RO membranes is a clear win for the dry option regarding logistics. Dry membranes are lighter (saving on shipping costs), have a much longer shelf life, and are easier to handle during assembly.
| Feature | Dry Membrane (Recommended) | Wet Membrane |
|---|---|---|
| Shelf Life | Long-term (Indefinite if sealed) | Short (6–12 months) |
| Storage | Standard warehouse conditions | Temperature controlled required |
| Shipping Weight | Lighter (Lower cost) | Heavier (Liquid weight) |
| Bacterial Risk | Negligible | Moderate to High |
Supply Chain Stability: Direct Manufacturer vs. Trading Company
Finally, water treatment component sourcing must be done directly with the factory. Working with a trading company adds an unnecessary layer of cost and communication lag.
A direct manufacturer like Driplife Corp offers:
- Accountability: Direct access to the engineering team for troubleshooting.
- Consistency: Automated production lines ensure every batch meets the same NSF/ANSI 58 standards.
- Scalability: The ability to ramp up production for bulk orders without waiting on a middleman.
By securing a direct line to the manufacturing floor, we ensure that our supply chain remains robust, pricing remains competitive, and quality control is never outsourced.
Red Flags to Avoid When Choosing a Supplier
When you are figuring out how to choose the right RO membrane brand for your private label, spotting the warning signs early can save your business from a disaster. In the B2B manufacturing world, not every supplier plays by the same rules. I have seen plenty of brands suffer because they overlooked critical vetting steps during the sourcing process.
Here are the major red flags you need to watch out for to protect your brand’s reputation.
Lack of Essential Certifications (NSF/ANSI 58)
The most glaring warning sign is a lack of verified certifications. In the water treatment industry, NSF/ANSI 58 standards are the benchmark for Reverse Osmosis systems. This certification isn’t just a sticker; it verifies material safety and structural integrity.
If a manufacturer cannot provide proof of NSF/ANSI 58 certification, you have no guarantee that the materials used are safe for drinking water or that the membrane will hold up under pressure. A supplier skipping this step is likely cutting corners on membrane flat sheet quality or safety protocols.
Vague Technical Specifications and Testing Data
Reliable manufacturing is built on precision. Be wary of suppliers who provide generic datasheets without specific performance metrics. You need to see clear data on salt rejection rate—specifically the difference between initial rejection and stable rejection.
A trustworthy partner will provide standardized testing conditions (e.g., 65 psi for residential, 225 psi for industrial) and explicit flow rate ranges. If the technical specs are “estimated” or the testing conditions are hidden, you are likely dealing with inconsistent products that will lead to high return rates.
Suspiciously Low Prices Indicating Recycled Materials
We all want competitive pricing, but if a quote looks too good to be true, it usually is. Extremely low prices often indicate the use of inferior or recycled materials rather than high-grade Polyamide Thin-Film Composite (TFC).
Cheap membranes often suffer from poor fouling resistance and short lifespans. Investing in quality ensures your private label water filtration products perform reliably for the end-user, rather than failing after a few months.
Supplier Vetting Checklist
| Feature | Reliable Manufacturer | Risky Supplier |
|---|---|---|
| Certification | Verified NSF/ANSI 58 | None or “Pending” |
| Data Transparency | Detailed Salt Rejection & Flow Rates | Generic or Vague Estimates |
| Material Quality | Fresh High-Grade Polyamide TFC | Recycled or Low-Grade Sheets |
| Pricing | Competitive Market Rate | Suspiciously Below Market |
Why Driplife is the Preferred Partner for Private Labels
Choosing a partner for your brand isn’t just about finding a factory; it’s about securing a stable future for your business. As a dedicated OEM RO membrane manufacturer, I understand that your reputation hangs on the quality of the water coming out of that tap. At Driplife, we don’t just assemble parts; we engineer reliability.
Advanced TFC Technology with 99.5% Stable Rejection
The core of our performance lies in our materials. We utilize advanced Polyamide Thin-Film Composite (TFC) sheets that are engineered for durability and precision. While many competitors focus solely on initial performance, we prioritize salt rejection rate stability over the long haul.
Our membranes consistently achieve a 99.5% stable rejection rate. This means that months or years down the line, the membrane is still performing near its peak, preventing the common “performance drop-off” that leads to customer complaints and returns. We ensure that the pore structure remains intact even under fluctuating water pressures common in US households.
Massive Production Capacity for Global Demands
Scaling your business requires a reverse osmosis supply chain that won’t buckle under pressure. We have invested heavily in automated rolling and testing equipment to ensure that we can meet massive global demands without sacrificing consistency.
- Automated Rolling: Eliminates human error and ensures tight, uniform membrane leaves.
- Scalability: Whether you need a batch of 500 or a container load of 50,000, our lead times remain dependable.
- Inventory Management: We help you navigate the logistics of dry vs wet RO membranes to optimize your stock levels.
Comprehensive OEM Solutions from Engineering to Export
We offer end-to-end ODM water purification solutions. My team supports you from the initial engineering concept all the way to the final export documentation. We don’t just supply the membrane elements; we can assist in developing full filtration setups, including high-capacity 800GPD RO systems that meet modern efficiency standards.
If your target market demands higher throughput for busy households or light commercial use, we can tailor our production to fit customizable 600-1200GPD under sink units. This flexibility allows you to expand your product catalog without needing to source from multiple vendors, streamlining your operations and ensuring universal quality control across your brand.
Frequently Asked Questions (FAQs) About RO Private Labeling
Navigating the technical landscape of private label water filtration can be tricky. Here are the answers to the most common questions we receive from brand owners looking to source high-performance components.
What is the difference between 1812 and 4040 membrane elements?
The distinction comes down to size and application scope.
- 1812 Elements: These are the industry standard for residential use. The code indicates a 1.8-inch diameter and 12-inch length. They are designed to fit standard household housings for undersink systems.
- 4040 Elements: These are built for commercial and industrial settings. With a 4.0-inch diameter and 40-inch length, they handle significantly higher volumes of water.
Understanding these industrial RO membrane specifications ensures you stock the correct inventory for your target market, whether it’s home users or commercial businesses.
Why is stable salt rejection more important than initial rejection?
Initial rejection is just a snapshot of performance during the first hour of use. Salt rejection rate stability is what actually matters for long-term customer satisfaction. A low-quality membrane might hit 99% initially but drop drastically after a few days. Our Polyamide Thin-Film Composite (TFC) technology ensures that the rejection rate remains consistent (typically between 97% and 98.5%) over the life of the element, preventing customer complaints about water quality dropping a month after installation.
Should I choose dry or wet membranes for my inventory?
For reverse osmosis supply chain efficiency, dry membranes are almost always the better choice for private labels.
- Unlimited Shelf Life: Unlike wet membranes that require preservatives and have expiration dates, dry membranes can be stored for long periods without spoiling.
- Lower Shipping Costs: Dry elements are lighter, saving you money on global freight.
- Hygiene: There is no risk of bacterial growth or dried-out preservation fluid during storage.
We prioritize dry-type manufacturing to give our partners maximum flexibility in inventory management.
How do I verify if a manufacturer meets NSF/ANSI 58 standards?
Verification is critical for safety and compliance. You should always ask to see the supplier’s official certification documents. NSF/ANSI 58 standards confirm that the membrane has passed rigorous testing for material safety and structural integrity. As you research how to launch your own private label undersink RO brand, partnering with a certified OEM RO membrane manufacturer is the only way to guarantee your product is legal and safe for the US market.